






施工缝是因施工组织需要而在各施工单元分区间留设的缝。天津止水铜片施工缝并不是一种真实存在的“缝”,它只是因后浇注混凝土超过初凝时间,而与先浇注的混凝土之间存在一个结合面,该结合面就称之为施工缝。因混凝土先后浇注形成的结合面容易出现各种隐患及质量问题,因此,不同的结构工程对施工缝的处理都需要慎之又慎。
止水铜片沉降缝是上部结构各部分之间,因层数差异较大,或使用荷重相差较大;或因地基压缩性差异较大,总之一句话,可能使地基发生不均匀沉降时,需要设缝将结构分为几部分,使其每一部分的沉降比较均匀,避免在结构中产生额外的应力,该缝即称之为“沉降缝”。
若建筑物平面尺寸过长,因热胀冷缩的缘故,可能导致在结构中产生过大的温度应力,需在结构一定长度位置设缝将建筑分成几部分,该缝即为温度缝。对不同的结构体系,伸缩缝间的距离不同,我国现行规范《混凝土结构设计规范》GB50010-2002对此有专门规定。
可见,除了施工缝,其余两种缝均是真实存在的缝隙。《建筑抗震设计规范》GB50011-2001规定:对有抗震设防要求的建筑物,沉降缝和伸缩缝的宽度都必须满足抗震缝宽度的规定。所谓抗震缝,是因为建筑物平面不规则,或竖向不规则,而对结构抗震不利,而设缝将结构分为若干部分。
由此可见,施工缝受到施工工艺的限制,是按计划中断施工而形成的接缝。混凝土结构由于分层浇筑,在本层混凝土与上一层混凝土之间形成的缝隙,就是常见的施工缝。所以并不是真正意义上的缝,而应该是一个面;而沉降缝是为了克服结构不均匀沉降而设置的缝,须从基础到上部结构完全分开; 伸缩缝是为克服过大的温度应力而设置的缝,基础可不断开; 抗震缝是为使建筑物较规则,以期有利于结构抗震而设置的缝,基础可不断开。
1)当防水大坝的坝高在50米至100米时,天津止水铜片周边缝除在缝底部设置铜止水外,应设第二道止水。第二道止水宜在缝顶部采用塑性填料,也可采用无粘性填料。
2)坝高100米以上的坝,周边缝应在缝底部设止水铜片,在缝顶部设置塑性填料或无黏性填料止水,另外还可在中部设置橡胶、PVC止水或止水铜带,或不设中间止水而在顶部同时设塑性填料和无黏性填料两道止水。
3)100米以上的止水大坝,死水位或潜水员难以到达水位以下的面板,周边缝宜设无黏性填料的自愈防渗措施。
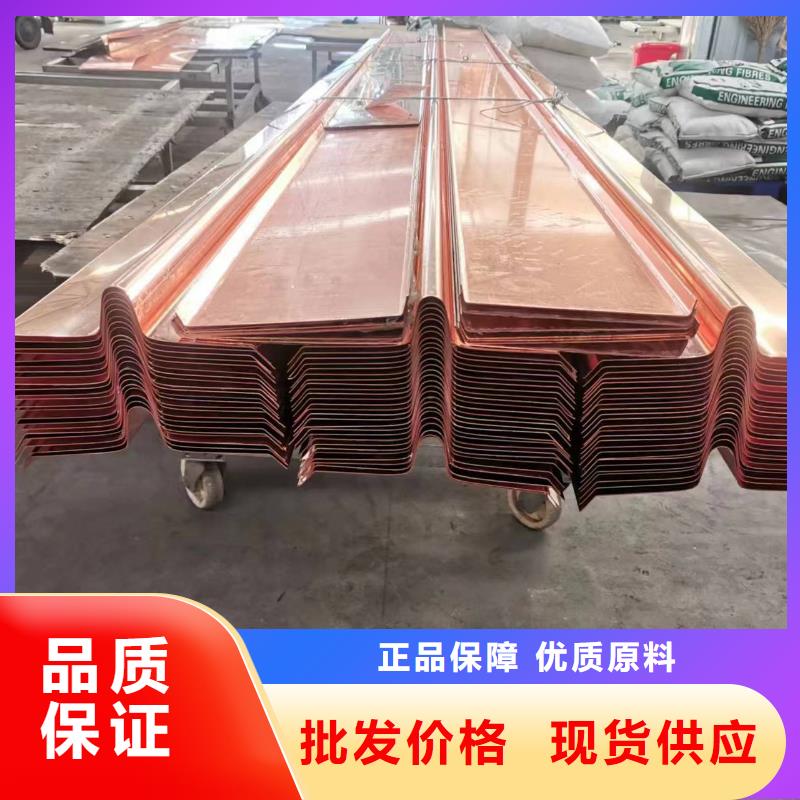
将止水铜板的翼板弯折形成止水铜板立腿。而止水铜板立腿的作用是在接缝变形过程中,减小铜板止水与混凝土之间的相对错动,确保翼板的抗绕渗能力,同时立腿本身也具有较强的抗绕渗能力。翼板的长度主要取决于止水铜板抗绕渗能力的要求以及确保施工质量的要求。铜止水板鼻子的作用是吸收接缝变形,以 限度地减少有接缝变形在铜止水中产生的附加应力。由于面板坝周边缝的位移,特别是接缝剪切位移较大,为了减少由立腿的强约束作用产生的较大附加应力,通常在趾板一侧除去立腿,采用F型止水铜片。但这时应采取措施,以弥补有次产生的止水铜板抗绕渗能力的下降。在铜止水上符合密封止水材料可以提高抗绕渗能力。
当无接缝位移时,在混凝土中埋入深度为20cm的铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm,、厚度为3mm的GB塑性止水材料,当铜片与混凝土之间发生1.0cm的相对错动时,在2.5MPa的水压力作用下仍然没有发生绕渗。
天津止水铜片是一家大型的止水铜片生产厂家,天津止水铜片专业生产各种型号规格的紫铜铜止水材料。免费提供加工成型技术(如:W形、F型、U型、圆弧型、接头等)。下面主要分享铜加工技术的发展趋势。
当今世界铜加工技术已经发展到了一个新的高度生产线的连续化、自动化程度很高成材率和能耗都已经控制在较好的水平。尽管如此国内外铜加工行业仍在不断研究开发短流程、节能降耗、率的加工技术。与此同时十分重视生产环节中每一具体作业技术的精细化从而使生产过程更加稳定、可靠制品质量更加稳定、一致。
经过几十年的发展特别是近十多年的努力中国铜加工技术已不再是亦步亦趋的跟随者而是在某些方面有所突破、有所贡献的参与者成为世界铜加工业的重要组成部分并对世界铜加工技术和行业发展产生了重要影响。应该说我国对上引连铸技术、带坯水平连铸技术、管材串联拉伸技术、连续挤压技术、潜流转炉、电磁搅拌、多头连铸技术等的发展都作出了重要贡献。但是我国在许多方面特别是在感应体技术、板带箔生产技术等方面与世界先进水平还有较大的差距。
因此我国铜加工技术发展的总体趋势仍然是借鉴国外的先进经验消化吸收国外先进技术并进行再创新。在提高产品质量等级、提高成品率和生产效率、注重环境保护、节能降耗上下工夫缩小与国外先进水平的差距。
具体的发展方向如下:
1、应当充分重视原料处理技术的改进。如废旧料的分选技术、净化技术提高原料的纯净度和利用率。充分重视铜金属再生技术的开发研究充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源降低原料成本。
2、应当重视铜及铜合金感应熔炼的感应体技术研究提高熔炼效率降低能耗。重视炉衬材料和筑炉技术的研究进一步提高炉衬材料和筑炉技术的标准化水平提高熔炉的寿命。进一步改进转炉方法推广潜流转炉技术;进一步改进熔体覆盖和保护技术寻找更加、环保的覆盖剂减少熔体吸气和污染。进一步推广电磁辅助技术的应用范围。进一步开展活泼元素加入方式及其含量控制方法的研究提高活泼元素的实收率和合金成分的均匀性。应当特别重视各种铸造过程的数值模拟技术的研究开发系统软件并指导和改进结晶器设计及铸造工艺提高铸锭质量。进一步研究近终成型连续铸造一冷加工的短流程生产工艺和技术实现生产方式的重大突破。
一、止水铜带之间的连接
止水铜带连接方式采用搭接焊接焊接时采用紫铜焊条气焊天津止水铜片双面焊接.气焊应预热预热温度约为400℃~500℃气焊时使用硼酸盐、卤化物或二者的混合物作为焊剂焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击.水平止水之间连接时搭接长度大于20mm水平紫铜片与垂直紫铜片连接时搭接长度大于70mm.焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷保证紫铜止水不漏水.
二、紫铜止水与橡胶止水的连接
紫铜止水与橡胶止水的连接一般为垂直连接连接方法采用氯丁胶粘接粘接长度大于70mm粘接前将橡胶止水的凸起割掉形成平面用手挫打毛然后将粘接面涂上氯丁胶进行粘接粘接必须牢固防止裂缝.粘接后将表面用螺栓加铁板进行固定.
铜止水作为水工项目中影响整个项目的重要环节,其质量是整个项目进场检查中的重中之重。进场检查时,需要关注止水铜片是否由紫铜加工生产而成。(由于紫铜止水材料昂贵,不乏有人以铜包钢的形式滥竽充数)检查方法可以直接用磁铁或者通过划痕的形式检验。其次便是检查宽度、厚度以及铜鼻子、止水铜片立腿等尺寸是否符合设计标准。
在购买止水铜片的时候,直接在质量有保证的企业购买,便可省去不少的检查及麻烦。重庆融能公司提供的止水铜片,公司专业加工生产,可提供质检报告以及质量保。